



Description
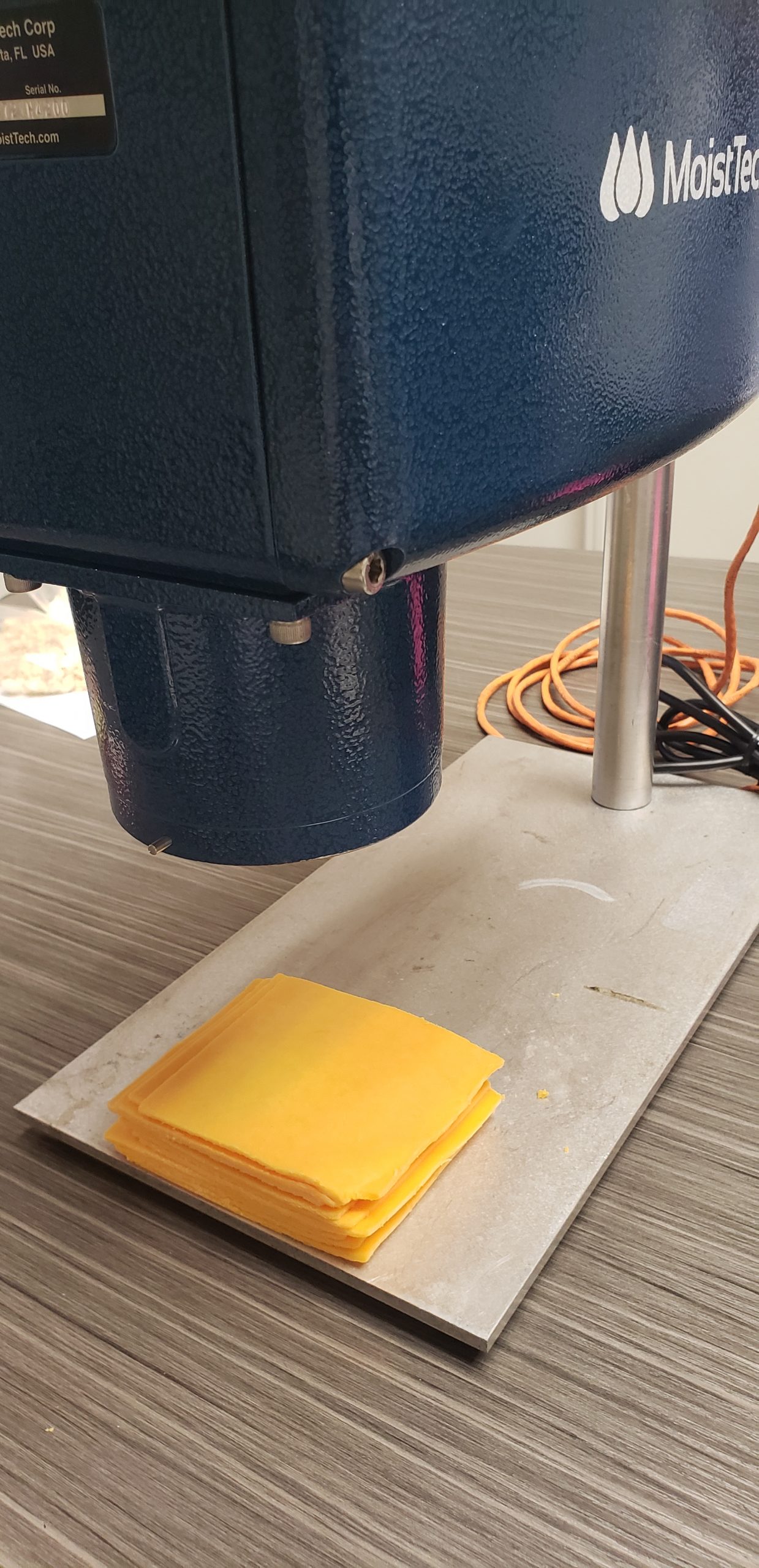
Non-contact moisture analyzer Online NIR Moisture Sensor for the Food Products Industry Near Infrared Measurement
Produce More & Waste Less Improve Food Manufacturing Production with Moisture Control
PRODUCT INFORMATION
MoistTech developed the 3000-IP67 online NIR sensor to withstand
wash-downs, dusty / dirty environments, and to protect it against
the effects of immersion. Its rugged stainless steel enclosure
makes it ideal for the harshest environments, aggressive process
applications and the industry’s extreme temperatures. IP67
include an integrated air vortex or liquid cooling system that is
rated from 0°C to 93°C (200°F); additionally, insulation wraps are
available.
Insensitive to material variations such as particle size, material
height and color, the IR-3000 provides continuous, reliable readings.
It’s one-time calibration, maintenance free, drift free optical design
allows operating personnel to confidently make immediate process
adjustments based on real-time measurements.
Production efficiency improvements due to accurate real-time
measurements provide both energy savings and potential
increased productivity with lower material losses.
The IR-3000 uses state-of-the-art components allowing
installation in the most extreme locations. As result of MoistTech’s
advanced digital processing, only the IR-3000 provides true data
regardless of gaps and interruptions of product flow on the belt or screw conveyors.
KEY BENEFITS
• Insensitive to Material Variations – particle size, material height
and color do not affect the sensor
• One-time Calibration & Zero Drift Over Time
• Maintenance Free
• Product Quality Monitoring – allows immediate production line
adjustments to improve product quality and consistency
• Process Optimization – allows 100% monitoring of your
production process to reduce product that is “out of specification”
• Fuel Consumption Savings – reduce your energy usage as
the drying/cooking process can be controlled resulting in a
reduction in energy consumption
• Water Savings – reduce your water usage by continuously
monitoring moisture content
• Dust Prevention – help reduce the risk of explosion due to dust
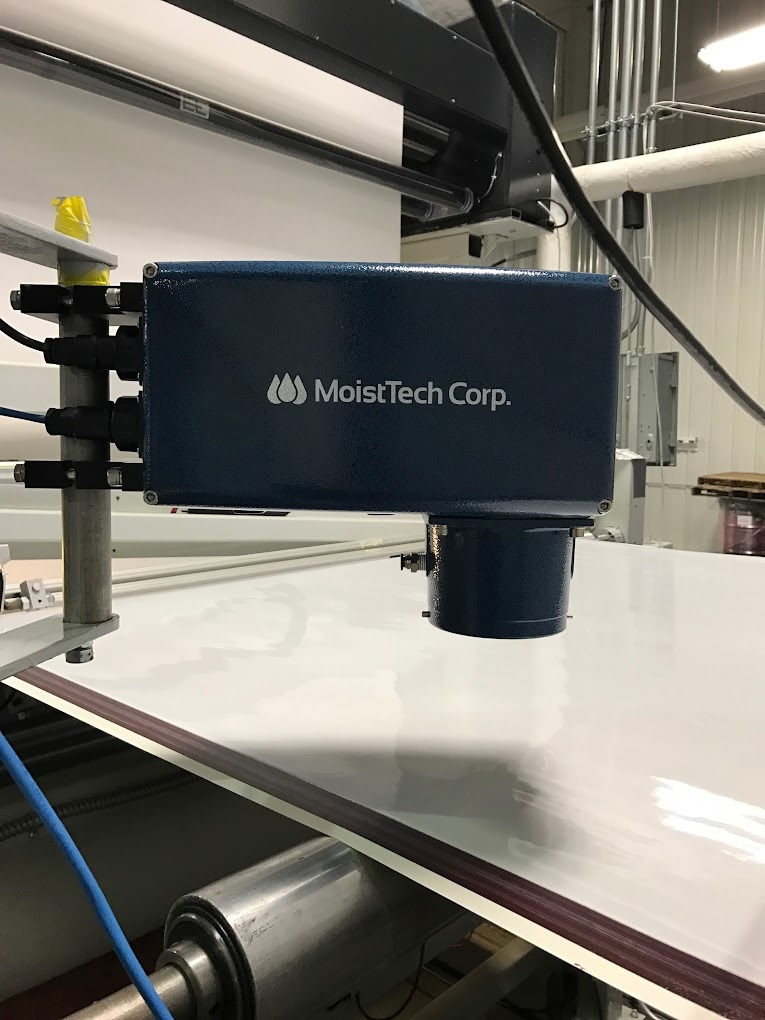
INSTALLATION LOCATIONS
The sensors can be installed using the bracket on the back
of the sensor 4”-16” (inches) from the product. The MoistTech
sensor has many options for installation including:
• Belt, Screw, Drag & Enclosed Conveyors
• Chutes, Cyclones & Bins
• Dryer In/Out
• Webs
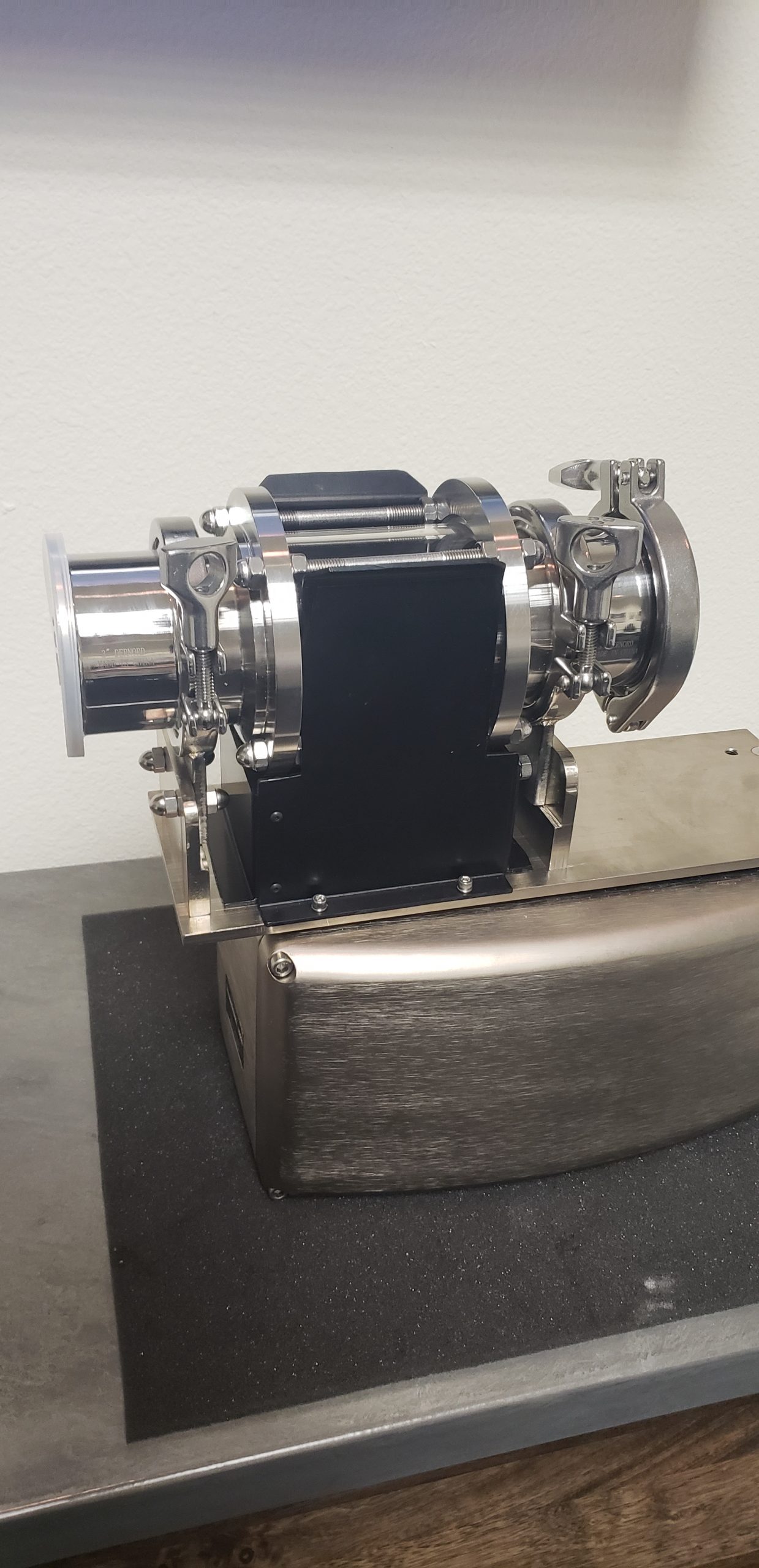
• Pipeline or Pneumatic Conveying using our Flange
window or Sampler options.
NEAR INFRARED (NIR) TECHNOLOGY
All molecular bonds absorb specific wavelengths
of light. Hydrogen bonds including O-H (water);
C-H (hydrocarbon) and N-H (ammonia) all absorb
strongly in the NIR spectral region. The amount of NIR
energy reflected at a given wavelength is inversely
proportional to the quantity of absorbing molecules in a product.
The NIR technique is a non-destructive, noncontacting measurement. MoistTech’s sensor utilizes multiple wavelengths of NIR light, projected onto the product at a very high repetition rate. The reflected light is then measured using a digitally enhanced
detection system and thousands of data points are sampled every second.