Applications
-

5 NTU reverse osmosis
Very sensitive to any contamination. The Calibration 0-20NTU is ideal. Easy to install, plug and play, robust. Very nice technology!Read more -

AMF ANHYDROUS process
As long the water has not been removed the oil circulates between the separator and the tank. As soon as the meter detects no water in the oil then the flow is diverted to the separator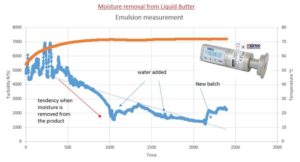 Read more
Read more -

Beer separator
Perfect to detect suspended particles in the Beer.Color independant meterRead more -
CIP improvement meter
Read moreVOM Code NJ 221 N0T 007Tri clamp size to be specified: 1,5" or 2" other size available, including aseptic flanges.High temperature (300F) option available for aseptic or UHT processes.ROI: 4 weeks -
Condensate Of Whey turbidity meter COW
Perfectly adapted meter for this application 0-20NTU. Remote display available. Comes with tri-clamps and Tuchenhagen Varivant access unit pipe.Read more -

Filtration breach detection
Control the filtration. The meter will immediately detect if the filter has breached.Works with any filter.Read more -

Fruit consistency in milk product
Accurately measures the fruit / milk ratio. Works with milk, white mass or any other dairy products.Perfect for Chocolat, strawberry, blackberry, peache...Read more -
Fruit juice separator
Control how the separator is able to remove pulp from the juiceRead more -

High FAT 0-60% Moisture analyzer
FAT in cream analyzer.Perfect for cream consistency monitoring on a separator discharge.Range 0-60%. ROI is very fast !!!!Direct reading on displaySelect options -

HTST end flush
Perfect turbidity meter for this application.High temperature option possible for aseptic and UHT processes4-20mA output, tri-clamp available.Read more -

Metrohm 7010 TOC
Reliable online TOC measurements
The 7010 TOC Analyser is designed for simple and reliable operation
Read more -

Open pipe installation
The probe lays in the pipe. When a spill occurs it is automatically detected and recorded.Read more
